Para tratar de determinar si un producto es aceptado o rechazado en la línea de producción, se planteó la adaptación y desarrollo específico de nuestro software de visión artificial INSPECTRA, contemplando los siguientes algoritmos:
- Detección de contornos de región por color
- Detección de color medio
- Detección de forma
- Clasificación por color y por forma
- Localización de defecto para sincronización con sistema de soplado
Para el proyecto se propuso la integración de un sistema de visión en el punto en el que se realizaba la inspección manual. En este punto se realizaría la clasificación del producto.
Se trataba de un sistema conjunto de captura de imágenes formado por:
✔ Un sistema de visión lineal: Consistente en una cámara lineal con 2 fuentes de luz LED lineal RGB, para permitir la captura sin brillos a alta velocidad.
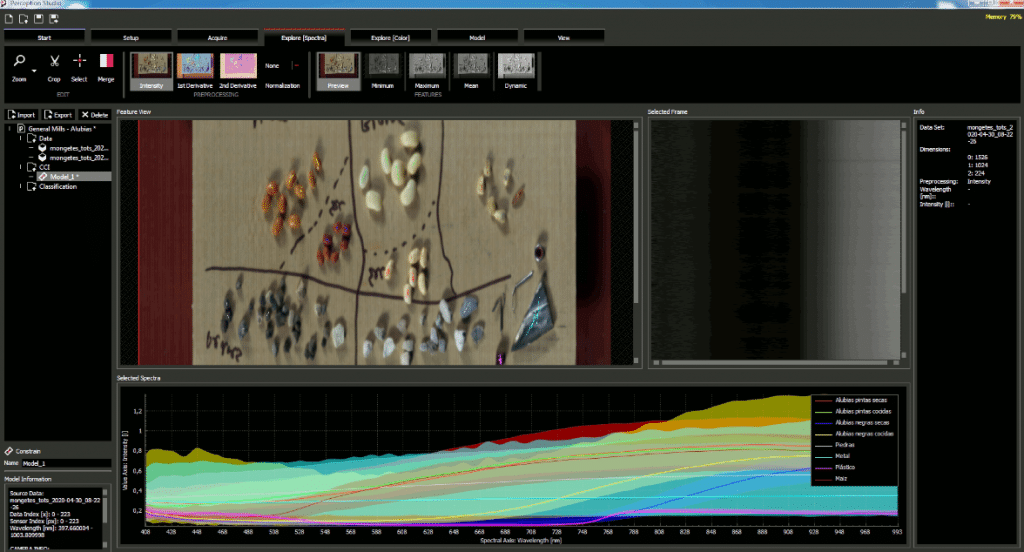
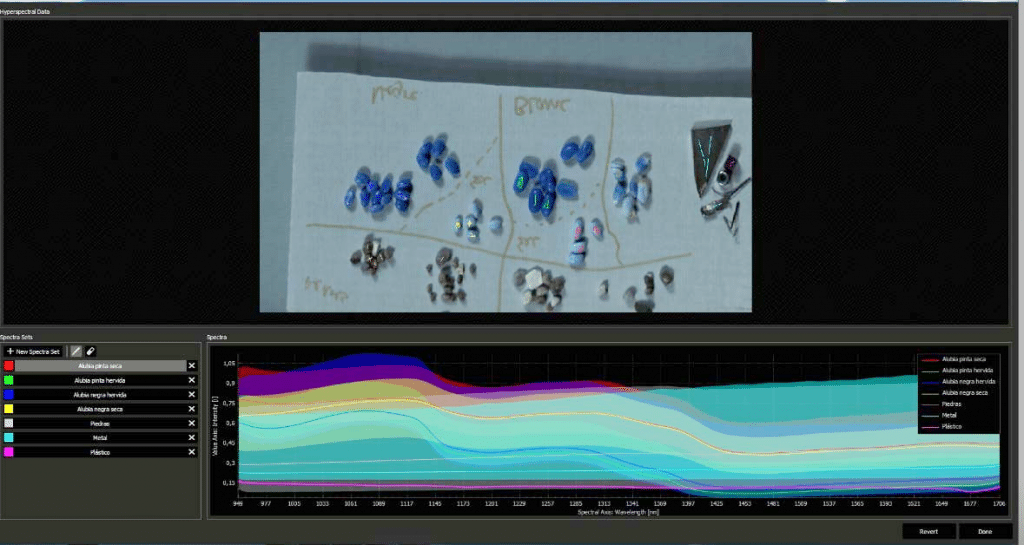
✔ Un sistema de visión hiperespectral: Formado por una cámara lineal hiperespectral VNIR con 2 fuentes de luz halógena lineal, también para evitar la captura de imágenes evitando dichos brillos.
Integrado además por dos softwares diferentes:
Software de composición de imagen química: Correspondiente al software que interpretaba las firmas espectrales de los pixeles y les asignaba un tono de color en base a los modelos de comparación de firma hiperespectral establecidos. Permitía la composición en línea de diferentes modelos de imagen química de forma simultánea en función de las necesidades de detección.
Software de procesado: Correspondiente a los algoritmos de procesado de imagen por visión artificial, para extraer los parámetros necesarios para la clasificación de las imágenes en función de los parámetros de calidad introducidos en el programa.